

??所有 噴粉設備的核心就是噴槍和荷電系統,在荷電系統方面,摩擦式荷電和電暈式荷電都各有各的長處和短處。摩擦槍式荷電是靠不同的物質在摩擦時產生的電荷荷電。
??電暈荷電是靜電噴涂應用所采用的荷電方式,它是利用放電針尖使粒子穿越已電離的空氣區域而荷電,此過程也稱之為電暈充電;單極性離子空間由于離子的碰撞球形粒子的帶電量q 一般可按Puthenier的公式計算,該
公式如下:

??由公式可以看出荷電電場強度、電暈放電的離子流等因素決定著粒子荷電量的高低。
??電暈式噴槍的槍頭部位有一根高壓針電極。 在工作時, 電極上會產生高達100KV的電壓, 從而獲得電暈放電。
??高壓電場會導至電極附近的空氣產生電離從而發出離子。 通常情況下, 其中的負離子會移向最近的物體或表面, 因此當粉末顆粒經過此區域時就會被帶上負電, 并且被接地的工件吸附。
??釆用高壓電暈放電的方式對粉末進行荷電所具有的最大好處就是能夠噴涂現今所有種類的熱固性粉末涂料,并且能獲得非常好的效果, 因此這種噴槍所占的比例極大。
??這種系統的主要缺點是: 由噴槍高壓產生的離子中只有相對較少的部份吸附在粉末顆粒上, 還剩下許多自由離子。
??這些自由離子和帶電粉末一起吸附和聚集在工件表面上, 這時就會導致一個大家都知道的"反向電離"的問題, 這會使涂層如同高壓針一樣產生放電。
??這種現象通常可以非常清晰地被觀察到, 此時涂層將不再上粉。 在有些情況下, 涂層表面會有突起從而導致"桔皮"效應, 甚至穿透涂層, 形成針孔及縮孔。
??當工件上有深洞或凹入處時, 由于噴槍放電針發出的電場線只指向離其最近的工件邊緣, 因此那些帶電的粉末只吸附在深洞或凹入處的外邊緣, 而只有未帶電的粉末才能進入深洞或凹入處中。
??這就是大家都知道的"法拉第效應"。 當電壓越高時, 電場線就越強, 法拉第效應就越嚴重。 如果釆用增大空氣氣流速度的方法來強迫帶電粉末進入凹孔中, 那么又可能會吹散表面涂層。
??盡管釆用傳統的電暈放電法對粉末進行荷電具有上述的缺點, 但它仍然還是粉末噴涂的最好方法。 也就是說, 盡管靜電噴槍存在諸如法拉第效應, 反向電離, 桔皮和荷電過量等問題, 但是它優良的穩定性, 上粉效率和上粉速度快等方面的優點遠遠超過摩擦噴槍。 后者雖然也能做到, 但性能卻不穩定。
??大多數靜電粉末噴涂設備的制造商和用戶都認為在粉末荷電中, 最重要的因素是靜電電壓。
??但是從那些給粉末荷電的自由離子的角度來看, 真正起作用的卻是電流, 而不是靜電場或電壓。 可是, 幾乎所有的噴涂設備供貨商都只設計了電壓控制, 讓操作人員控制放電電壓。
??如果釆用這種方法, 當噴槍接近工件時, 放電量就會成指數上升。 這就會產生過量的靜電和自由離子, 導致如前所述的問題。
??我們確信為獲得最佳的荷電效果, 必須釆取控制放電電流的方法。 我們第一代總能量的噴槍在設計時就是釆取了控制放電電流的方法, 電流的范圍為0~50uA。
??在這種系統中, 操作人員只決定一個電流值, 而允許放電電壓波動。 這樣, 當噴槍接近工件時, 輸出電壓會自動降低。 這樣做能夠有效地保持荷電均勻性, 克服法拉第效應, 降低反向電離和減少桔皮。
??由于控制放電電流具有較大的優點, 是靜電荷電技術的一個突破。 然而我們意識到雖然控制電流具有許多優點, 但仍不完美,主要是因為電壓值是個變量。 當噴槍被 移離工件時, 電流可能會低于恒值或設定值, 而電壓可能會升至最大, 達到80KV以上。
??在某些情況下, 這個電壓會顯得太高而產生過強的電場線, 會導致法拉第效應。 當槍接近工件時, 顯然,兩者之間的“可電離空氣”范圍會越來越少, 就自由離子來說, 能夠荷電的空氣分子相對減少。 在此有一點必須記住, 是自由離子先將空氣分子荷電, 而后再將電荷傳遞到粉末顆粒上的。
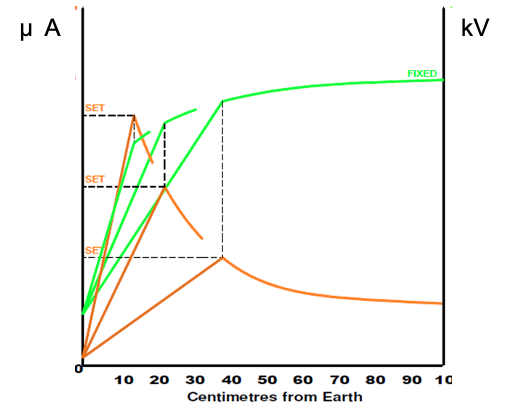
??上述情況表明當噴槍靠近工件時, 由于放電針和工件之間的距離縮短﹐因此放電電流和放電電壓都應該降低。
??我們由第一代總能量技術至今, 30 多年一直研究這技靜電荷電技術, 現已開發出第三代“TCC 總能量荷電控制”技術。 第三代"總能量控制"技術中釆用的正是上述的這種方法。 當噴槍在靠近工件的過程中, "總能量控制"不僅逐步地降低放電電壓, 同時又同步跟隨減小放電電流。
??放電電流的最大值仍被限定為50uA, 調整方法也不變。 只是當噴槍靠近工件時, 放電電流連同放電電壓都降低了。 另外, 操作人員也可以設定最大電壓, 這個電壓本身又可以控制放電電流的大小。
??我們的控制器的高速數控處理器能夠感知噴槍和工件之間的距離改變而自動調節電暈放電的總能量, 而不僅僅只是調節電壓或電流。
??這是一種非常理想的工作方式。 因為當噴槍靠近工件時, 能夠被 荷電的空氣量逐步減少。 通過降低放電電壓和電流, 總能量也逐步減少, 這樣就能獲得最佳的荷電效果, 而不會導致周圍空氣或工件表面荷電過量。
??在使用總能量控制技術時, 靜電場的電場線也相應變弱了, 這就能較容易地克服法拉第效應, 使粉漆有較佳的滲透性。 實際上, 噴 槍能夠與工件靠得很近, 幾乎可以接觸工件的表面來進行與之能量匹配的荷電過程。
??在這種情況下,一般的估計是粉末無法荷電并會從工件表面吹走。但實際上幾乎不帶電的粉末噴射到工件表面, 既能使粉末滲透入邊角或凹入處, 并可以獲得非常平整光滑的涂層。
??通常情況下, 對一個已噴涂過的表面進行重噴是一件麻煩的事。 因為已有的涂層會像電容器一樣使被電離空氣中的靜電荷與工件表面絕緣。 被電離的空氣會先于帶電粉末到達工件, 由于具有同種極性, 前者將會對后者產生排斥作用。
??通常 , 此時操作人員為解決這個問題, 會釆取降低放電電壓和增加噴涂距離的方法, 使得粉末的速度降低, 帶電量減少。
??當使用總能量控制系統時, 就不需要這樣做。 當噴槍靠近工件時, 荷電量會自動降低, 這樣就不會產生荷電過量或嚴重的反向電離現象, 因此也就易于再次上粉。

Mode A 自動模式
??我們通過無數次的試驗研究得出了全自動調整放電電壓和電流的“總能量 靜電粉末荷電控制模型”來獲得適應性最好的表面涂層及凹槽噴涂的滲透效果,可極大地簡化噴涂過程中的人工調節難度,無需太多的設定該控制模式可自動適應不同的噴涂場景和待噴涂對象,輕易使得粉末進入凹槽和死角位、焊接區域等難噴位置,并可適應不同類型的粉末及工件不同的金屬材質,極大地提高了噴涂生產效率和產品噴涂表面合格率。
裕東 (瑞賽高廷仕) 技術研發部




 粵公網安備 44200002444280號
粵公網安備 44200002444280號

